Kromi-Koboltti-seosten juottaminen ja hitsaaminen
Koboltti-pohjaisia seoksia alettiin käyttää hammaslääketieteessä 1929. Ensimmäinen seos, Vitallium, kehitettiin korroosiokestävästä stelliittiseoksesta (Haynes Stellite), jota käytettiin autoteollisuudessa ja myöhemmin lentokonemoottoreissa.Vitalliumseos soveltui erityisen hyvin pienten osien valuun ja sitä käytetään edelleen proteesirunkojen valmistukseen. Vuosien 1932 ja 1980 välillä on siitä arvioitu valmistetun yli 30 miljoonaa proteesirunkoa maailmanlajuisesti.
Proteesirunkomateriaalin yleisyys ja sen pitkä käyttöikä on luonut määrätyn korjaus- ja muunnelmatarpeen. Runkoihin kohdistuvat muutokset ja korjaukset on yleensä hoidettu juotostekniikalla. Tulokset ovat olleet kirjavia. Alati kehittyvän hitsaustekniikan ja sen lisääntyvien mahdollisuuksien mukana on syytä kohdistaa huomiota näiden seosten tarkkuushitsaukseen, sillä tutkimukset osoittavat hitsauksen olevan lujuudeltaan ylivoimaista.
Erikoishitsauslaitteiden suhteellisen korkea hinta verrattuna hammaslaboratorioissa käytettyihin muihin laitteisiin on osittain estänyt hitsausmenetelmien laajempaa soveltamista hammastekniikassa. Erikoishitsausmenetelmien yleistyminen teollisuudessa luo kuitenkin hyvät edellytykset niiden soveltamiseen myös hammastekniikassa.
Cr-Co-seosten metallurgiaa
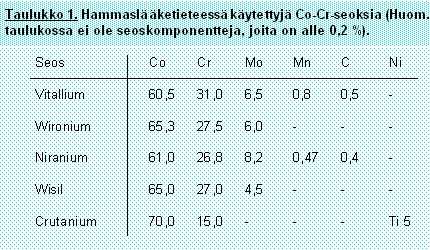
Cr-Co-seosten tyypillinen koostumus on Co 65 %, Cr 27,5 % ja Mo 6,0 %, jossa koboltin ja kromin vaihteluväli voi olla 1-5 %, joskus enemmänkin (ks. taulukko 1). Rakenne on p.k.k. Periaatteellisena vaatimuksena oli alunperin, että koboltin ja kromin suhde on noin 3:1. Koboltin korkean hinnan takia on kromin osuutta nostettu. Nykyään käytettyjen seosten koostumus vaihtelee jonkin verran. Tämä johtuu siitä, että halutaan korostaa joitakin erityisominaisuuksia. Erilaisia seosaineita käytetään ominaisuuksien parantamiseksi.
Hammaslääketieteessä käytetyt seokset voidaan luokitella erkautumiskarkeneviksi. Kuitenkin kromi ja molybdeeni toimivat dispersiolujittajina. Raekoko on huomattavasti karkeampi kuin jalometalleissa valun jälkeen. Rakenne on dendriittinen. Seosten kovuus ja kulumiskestävyys perustuu pitkälti karbidien muodostumiseen. Valussa pyritään karbidien tasaiseen jakautumiseen rakenteeseen raerajoille ja mahdollisemman pieneen reakokoon. Karbidit muodostuvat 500°C ja 300°C lämpötilavälillä. Ne ovat Cr4C, Cr7C3 ja M6 C, jossa M on kobolttia, kromia tai molybdeenia. Karbidimuodostus on riippuvainen jäähdytysnopeudesta, joten paksummissa kappaleissa sisus voi olla hauraampi kuin ulkopinta. Tämän takia on tärkeää, että valukappale jäähdytetään nopeasti heti kovettumisen tapahduttua. On myös vältettävä paksuja rakenteita valukappaleessa.
Koboltti (Z=27) on matriisimetalli, joka on rakenteeltaan heksagooninen (t.p.h.) alle 417°C:ssa. Tätä korkeammissa lämpötiloissa se muuttuu p.k.k.-rakenteiseksi. Sulamispiste on 1493°C.
Kromi muodostaa Cr2O3 -passivoitumiskerroksen seoksen pinnalle, mikä estää korroosion. Kromin toinen tehtävä on estää koboltin allotrooppista muutosta. Kromi-koboltti-seos on austeniittinen.
Nikkeli, jota tätä nykyä allergiariskin takia ei juuri käytetä, vähentää seoksen haurautta ja alentaa seoksen sulamispistettä. Se myös lisää seosten muovattavuutta.
Molybdeeni lisää seosten kovuutta ja pitää rakenteen pienirakeisena. Se ei vaikuta muovautuvuuteen.
Rautaa, kuparia ja berylliymiä voidaan lisätä, jos kovuutta halutaan nostaa. Beryllium laskee sulamispistettä.
Mangaani ja pii suojaavat seoskomponentteja hapettumiselta sulatuksen aikana ja nostavat seoksen kovuutta.
Titaania on lisätty jopa 5 %, mikä parantaa sulan reologisia ominaisuuksia. Titaania käytettäessä seoksessa ei saa olla hiiltä karbidimuodostuksen takia.
Hiilen rooli on karbidimuodostus, joka lisää kovuutta. Sen enimmäismäärä on 0,5 %.
Valun onnistumisen kannalta keskeisiä asioita ovat hiilettämisen ja hiilikadon estäminen jos sulatus suoritetaan liekillä sekä sulan ylikuumentumisen välttäminen. Sulatus voidaan suorittaa asetyleeni-happi- tai propaani-happi-liekillä mutta tämä vaati käyttäjältä tarkkaa hallintaa. Y.m. vaikeuksista johtuen valussa käytetään korkeataajuudella (1Mhz) toimivia sähköuuneja argon-suojakaasuatmosfäärissä tai vakuumissa.
Ylikuumeneminen johtaa sekundäärikarbidien muodostukseen raerajoilla ja suureen raekokoon, joka taas lisää rakenteeseen haurautta.
Lämpölaajeneminen on sulamispisteen lähellä 2,3 %, joka on huomattavasti suurempi kuin jalometalleilla (vertaus tehdään jalometalleihin, sillä ne ovat hammaslääketieteessä käytetyimmät). Tämä johtaa hitsauksessa helpommin halkeamiin.
Lämpökäsittely ei vaikuta kobolttiseoksiin kovin paljon vaikkakin jonkun asteista vanhenemista voidaan havaita johtuen sekundäärikarbidien muodostumisesta. Lämpökäsittely voidaan suorittaa suojakaasuatmosfäärissä 700°C ja 1200°C lämpötila-alueella. Toisaalta nämä seokset ovat kaikki hyvin työstökarkenevia.
Työstöhehkutusta voidaan käyttää hitsauksen jälkeen lähinnä sisäisten jännitysten purkamiseen.
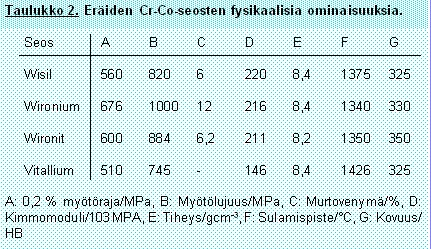
Kobolttiseosten lämmönjohtavuus (n.27 W/mK) on huomattavasti alhaisempi kuin terästen (45 W/mK). Niiden lämmönjohtavuus nousee lämpötilan mukana. Hitsausta ajatellen lämpövyöhyke on kapeampi kuin teräksillä. Muita fysikaalisia ominaisuuksia on kerätty taulukkoon 2 /1,2,3/.
Cr-Co-seosten juottaminen
Juottaminen on tällä hetkellä eniten sovellettu liitämismenetelmä hammasteknisissä laboratoroissa vaikkakin juotosliitos ei lujuudessa vedä vertoja hitsattuun liitokseen (lujuusarvot ovat n. 40 % alhaisemmat kuin hitsatuilla liitoksilla).
Juottamisessa yleensä liitetään jalometalli (Au tai Pd) tai sama Co-Cr-seos toisiinsa. On huomioitava että Co-Cr-seoksen pinnalla on oksidikerros, joka on lujasti kiinni. Tämä olisi poistettava mekaanisesti. Tämä työvaihe on erittäin kriittinen, sillä pinnalle ei saa jäädä partikkeleita, jotka estävät juotteen kostutuskykyä. Tähän voidaan käyttää teräsharjausta ja hiekkapuhallusta. Teräsharja pitää olla ruostumatonta terästä. Hiekkapuhalluksessa ei tulisi käyttää Al2O3 -hiukkasia, sillä ne estävät kostutuksen. Parasta olisi käyttää saman seoksen tai nikkeliseoksen partikkeleita tähän työvaiheeseen. Ruostumattomat teräspartikkelit käyvät myös. Piikarbidi ei sekään sovellu, sillä se on liian terävää ja jää helposti metallin pintaan.
Kemiallinen puhdistus voidaan suorittaa 20 %:ssa Na2CO3 - tai NaOH-liuoksessa. Liotus kestää puoli tuntia. Öljyt ja rasvat voidaan poistaa trikloorietyleenillä.
Fluksina käytetään valmistajan suosittelemaa valmistetta. Kostutuksen parantamiseen voidaan käyttää elektrolyyttistä nikkelöintiä tai kuparointia.
Juotteena käytetään BCo-1-,BNi- tai BAg- ja BAu-tyyppisiä seoksia. Itse juottaminen pitää suorittaa suojakaasuatmosfäärissä tai vakuumissa. Juotossauma on kromin ja koboltin diffuusion takia korroosioaltiimpi kuin alkuperäinen seos /4,5,6/.
Cr-Co-seosten hitsausmenetelmät
Hitsattavuus
Periaatteessa Cr-Co-seokset voidaan hitsata. Ongelmana ovat kuumahalkeilu ja haurastuminen, joka korostuu erkautumiskarkenevilla seoksilla. Dispersiolujittuvat seokset ovat helpommin hitsattavissa. Erkautumislujittettavat seokset voivat ylihiillettyä tai sitten riippuen hitsausmenetelmästa köyhtyä hiilestä. Seoksen kuumentaminen johtaa myös raekoon kasvuun, joka haurastaa rakennetta.
Asetyleeni-happi-hitsaus
Nimenomaan hiilen määrän muuttumisen takia asetyleeni-happi-hitsausessa sitä ei tulisi käyttää Cr-Co-seoksiin. Lämpövyöhyke muodostuu suuremmaksi kuin muilla menetelmillä, joten on odotettavissa seoksen haurastumista. Niin kuin todettiin, hitsausta edeltävällä tai sen jälkeen tapahtuvalla lämpökäsittelyllä ei voida vaikuttaa erityisen paljon rakenteeseen. Seoksen ylikuumentuminen tulisi myös välttää niin kuin valussakin ja tämä on vaikeaa asetyleeni-happi-hitsauksessa /1,8/.
Puikkohitsaus (SMAW)
Puikkohitsuasta voidaan soveltaa isommissa rakenteissa mutta tämä menetelmä ei sovellu käyttöön hammasteknillisten tuotteiden pienen koon takia.
TIG-hitsaus (GTAW)
Suojakaasussa tapahtuvaa TIG-hitsaus on suositeltavaa Cr-Co-seoksissa. Suojakaasu voi olla argon tai helium tai niiden sekoitus. Vedyn käytön haitallisuudesta ei ole riittävästi tietoa. Esikäsittely on sama kuin juottamisessa (teräsharjaus) ja lämpökäsittelyä voidaan suorittaa uunissa 15 min. 1150°C lämpötilassa vakuumissa. Hitsauksen jälkeen hitsaussauma tarkistetaan fluorisoivan valon alla ja halkeamat ja pinnan epätasaisuudet hiotaan ja täytetään päällehitsauksella. Hitsauksen jälkeen tehdään lämpökäsittely uudelleen 15 min. 1150°C lämpötilassa vakuumissa. Sen jälkeen kappale voidaan työstää valmiiksi. Menetelmän edut ovat sen tarkkuus ja soveltuvuus pienten liitosten aikaansaamiseksi. Haittapuolena on menetelmän suhteellinen kalleus ja hitsausparametrien kapea-alaisuus /7,8,9/.
MIG-hitsaus (GMAW)
Mig-hitsaus perustuu elektrodiin, joka kuluu hitsauksessa. Menetelmä on tarkoitettu saumauksiin ja pitkiin liitoksiin. Teollisuudessa menetelmää voidaan soveltaa Cr-Co-seosten hitsaukseen. Pienten osien hitsaukseen menetelmä ei ole erityisen sopiva /7,8/.
Mikroplasmakaarihitsaus (PAW)
Plasmakaarihitsaus muistuttaa TIG-hitsausta sillä erolla, että lämpö siirretään hitsattavaan kappaleeseen plasmatilaan kuummenetun kaasun (argon) avulla joko paineella tai sähkövirran avulla. Wolframi on elektrodimateriaalina. Hitsaus tapahtuu suojakaasuatmosfäärissä (helium tai argon tai niiden seos). Menetelmän etu on sen suuri penetraatiokyky. Hitsaus voidaan tehdä lisäaineella tai ilman. Pienten kappaleiden hitsauksessa voidaan todeta että lämpövyöhyke on n. 5x suurempi kuin esim. laserhitsauksessa. Sauman kiderakenne on homogeeninen vaikkakin onkaloita ja mikrohuokosia esiintyy. Oksidisulkeumia ei esiinny johtuen suojakaasun käytöstä. Raekoko on lähellä alkuperäistä, joka viittaa siihen, että ylikuumenemista ei tapahdu. Lämpökäsittely niin kuin TIG-hitsauksessa on suositeltavaa sisäisten jännitysten purkamiseksi. Liitosta voidaan pitää erityisen laadukkaana. Menetelmän haittapuolena on pidettävä laitteiston monimutkaisuutta ja tarkkaa säätöä, sekä sen käyttäjältä vaatimaa kokemusta. Hitsausparametrien löytäminen on vaivalloista /8,10/.
Laserhitsaus (LBW)
Laserhitsauslaitteet jaetaan kiinteiden aineiden lasereihin ja kaasulasereihin. Kiinteiden ryhmään kuuluvat rubiin-, Nd-lasi- ja Nd:YAG-laseri. Kaasulasereihin lasketaan CO2 - ja heliumin ja typen kaasusekoituksilla toimivia lasereita. Metallien hitsaukseen käytetään molempiin ryhmiin kuuluvia laitteita mutta jatkuvaan käyttöön soveltuvat kaasulaserit parhaiten. Cr-Co-seokset voidaan menestyksellisesti hitsata laserilla.
Lämpövyöhyke on kaikista menetelmistä pienin. Todellinen muutosvyöhyke on erittäin vaikesti todettavissa metallograaffisin menetelmin. Raekoko on kauttaaltaan pieni lämpövyöhykkeessä ja dendriittien suunnat ovat lämpögradientin mukaisia. Edellytys onnistuneelle hitsausaumalle on valun tarkka suoritus ilman sulan ylikuumenemista. Hitsaussauman kovuus oli hitsauksen jälkeen 20 % korkeampi kuin alkuperäisen seoksen kovuus. Kovuuden nousu ei aiheuttanut haurauden lisääntymistä. Kullan liittäminen Cr-Co-seoksiin onnistui myös erittäin hyvin. Liitoslujuudet olivat 40 % suuremmat kuin vastaavasti juotetut liitokset.
In vitro tehdyt korroosiokokeet eivät antaneet aihetta epäilyyn että hitsaussaumat olisivat altiimpia korroosiolle Co-Cr-seosksissa /8,11,12,13/.
Menetelmien käyttökelpoisuus hammaslaboratorion kannalta
Hammasteknisissä töissä on aina kyseessä pienten osien liittäminen. Samalla voi hitsattavassa kappaleessa olla montaa eri materiaalia (metakrylaattia, keramiaa) ja juotossaumoja. Tätä taustaa vastaan olisi valittava sopivin hitsausmenetelmä. Teknisessä mielessä onnistuu hitsaus, niin kuin edellä on todettu, monella menetelmällä. Keskeiseksi kriteeriksi nousee lähinnä lämpövyöhykealueen laajuus. Jos korjattavassa rungossa on polymeeripohjaisia aineita niin niiden lämmönsietokyky on luonnolisestikin hyvin alhainen. Jos runkoon tehdään suurempi muutos ja rakenteet sen sallii, niin lämpövyöhyke voi olla suurempikin, sillä itse seos ei muutu siitä.
Nämä hitsaukset olisi tehtävä kustannussyistä mieluiten alihankintana. Ongelmaksi muodostuu se, että tämän tyyppisten hitsausten tarve on määrältään suhteellinen pieni ja että vastaavia seoksia käytetään niukkasti teollisuudessa. Hitsausparametrien esiintyöstäminen muodostuu vaivalloisimmaksi työvaiheeksi. Kuitenkin korjaustarvetta on kun ottaa huomioon tämäntyyppisten proteesimateriaalien yleisyyden.
TIG-hitsaus on kustannuksiltaan edullisin ja tämän palvelun saaminen helpointa. Plasmakaarihitsaus ei ole kustannuksiltaan ylivoimaista mutta palvelun saaminen on niukkaa ja parametrien määritys on vaivalloista. Laserhitsaus on kallis mutta luotettavin menetelmä ja palvelun saatavuus on paranemassa, sillä teolliset sovellutukset lisääntyvät.
Yrityksiä, jotka tarjoavat tässä artikkelissa käsiteltyja hitsausmenetelmiä (erityisesti plasmakaarihitsaus ja laserhitsaus). TIG-hitsaus löytyy esim. puhelinluettelon keltaisilta sivuilta hitsaamojen kohdalla. Lähteenä on käytetty Metalli 94 osto-opas, Suomen Hakemistokustannus Oy.
Plasmahitsaus: Telatek Oy 982-221031
Laserhitsaus: HT Laserteknikka 943-21211 Oy Prolaser Ltd. 914-751761
Kirjallisuutta
- 1. Henning G., Kobalt-Chrom-Legierungen für den Modellguâ. in Gasser F., Künzi H.U., Henning G., Metalle im Mund. Quintessenz-Verlag, Berlin 1984.
- 2. Phillips, R., Skinner‘s Science of Dental Materials, 7. painos, W. B. Saunders Co, Lontoo 1973.
- 3. Crook P., Cobalt and cobalt alloys, ASM Metals Handbook, American Society for Metals, Vol 1, 1983.
- 4. AWS Committee on Brazing and Soldering, Brazing Handbook, 4. painos, American Welding Society, Miami, Florida, 1991.
- 5. ASM Committee on Brazing of Heat-Resistant Alloys, Brazing of heat-resistant alloys, American Society for Metals, Vol 6, 1983.
- 6. Kollmansperger P., Structural investigations of the diffusion-zone of soldered dental gold and metal alloys, Dental Materials, 3 (1986), s. 101...105.
- 7. ASM Commitee on Arc Welding of Heat-Resistant Alloys, Arc welding of heat-resistant alloys, ASM Metals Handbook, American Society for Metals, Vol. 6, 1983.
- 8. Cary H.B., Modern Welding Technology, 2. painos, Regent/Prentice Hall, Englewood Cliffs, New Jersey, 1989.
- 9. Matthews S.J., Weldability characteristics of a new corrosion- and wear-resistant cobalt alloy, Welding Journal 70, Dec. 1992, s.331...7.
- 10. Dielert E. & Kasenbacher A., Lötungen, Mikroplasma- und Laserstrahlschweiâungen an Dentallegierungen, Deutsche Zahnärtzliche Zeitung, 42 (1987), s.647...653.
- 11. Dobberstein H. & Dobberstein H., Laserschweiâen von Co-Cr-Legierungen, Zahntechnik, 29 (1988) 3, s.117...120.
- 12. Kasenbacher A. & Dielert E., Werkstoffprüfungen an lasertrahlgeschweiâten bzw. gelöteten Gold- und Co-Cr-Mo-Dentallegierungen, Deutsche Zahnärtzliche Zeitung, 43 (1988), s. 400...403.
- 13. van Benthem H. & Vahl J., Zum Korrosionsverhalten lasergeschweiâter Dentallegierungen, Deutsche Zahnärtzliche Zeitung, 43 (1988), s. 569...574.
- 14. Sharples R.W., Effect on welding variables on cracking in cobalt-base SMA hardfacing deposits, Welding Journal 71, May 1992, s.195...200.
- 15. Lindroos V., Sulonen M., Veistinen M., Uudistettu Miekk-ojan metallioppi, 1. painos, Otava, Helsinki 1986.